Технические требования и допуски к сварке монтажных соединений железобетонных конструкций
СНиП 3.03.01-87 п.п. 8.39, 8.42, 8.43, 8.49
ГОСТ 10922-90, ГОСТ 14098-91
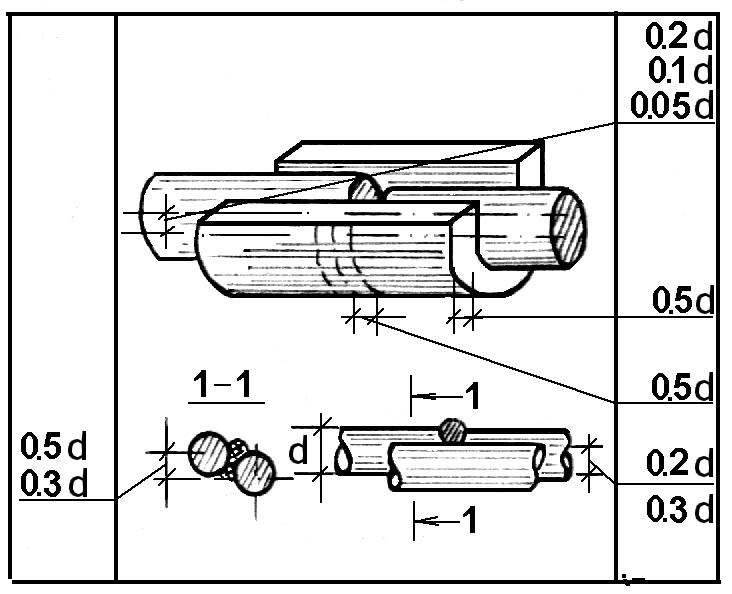
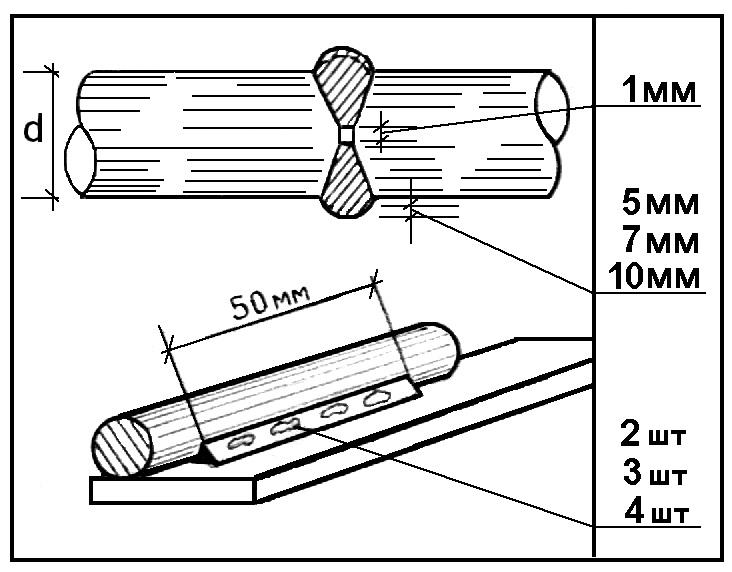
Рис.1 Рис.2
НЕ ДОПУСКАЮТСЯ:
- трещины всех видов и размеров в швах сварных соединений;
- ожоги дуговой сваркой на поверхности стержней рабочей арматуры;
- обрезка концов стержней из конструкций при монтаже или подготовка их кромок электродугой;
- применение вставки между стыкуемыми арматурными стержнями менее 80 мм и более одной.
Допускаемые отклонения несоосности стыкуемых арматурных стержней, смещений и размеров элементов сварных соединений, приведены в таблице 1 (рис.1).
Таблица 1
Технические требования
|
Допускаемые отклонения для свариваемых стержней диаметром (d), мм |
||
|
1028 |
3240 |
4580 |
|
|
1 |
2 |
3 |
4 |
|
Смещение продольных осей стержней относительно друг от друга в стыковых соединениях, выполненных различными способами сварки |
0,2 |
0,1 |
0,05 |
|
То же, для соединений выполненных дуговой сваркой швами с накладками из стержней |
0,3 |
0,3 |
0,2 |
|
Смещение линии соединяющей центры сечений круглых накладок относительно стыкуемых стержней при сварке односторонними швами |
0,5 |
0,5 |
0,3 |
|
Отклонение длины круглых накладок |
0,5 |
0,5 |
0,5 |
|
Отклонение длины протяженных швов в стыковых соединениях с круглыми накладками |
0,5 |
0,5 |
0,5 |
|
Отклонение длины нахлестки при сварке стержней |
0,5 |
0,5 |
0,5 |
|
Уменьшение ширины протяженных швов |
0,1 |
0,1 |
0,5 |
Допускаемые количество и размеры наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, приведены в таблице 2 (рис.2).
Таблица 2
|
Технические требования
|
Допуски для стержней диаметром (d), мм |
||
|
10-28 |
32-40 |
45-80 |
|
|
Количество единичных сферических пор диаметром до 2 мм в стыковых соединениях, выполненных дуговой сваркой протяженными швами, на длине шва 100 мм
|
5 шт |
7 шт. |
9 шт. |
|
То же, при других способах дуговой сварки |
7 шт. |
9 шт. |
12 шт. |
|
Количество цепочек и скоплений сферических пор диаметром до 2 мм на длине до 50 мм в соединениях, выполненных дуговой сваркой
|
2 шт. |
3 шт. |
4 шт. |
|
То же, при других способах дуговой сварки
|
1 шт. |
1 шт. |
2 шт. |
|
Глубина усадочных раковин наплавленного металла при стыковой ванной и ванно-шовной сварке
|
2 мм |
3 мм |
5 мм |
|
Глубина непровара венчика наплавленного металла с цилиндрической поверхностью стержня при дуговой сварке |
1 мм |
1 мм
|
отсутствуют |
|
Наплывы на сварном соединении |
5 мм |
7 мм |
10 мм |