Керамические материалы в строительстве







ГОСТ 7025-91 Кирпич и камни керамические и силикатные; ГОСТ 379-95 Кирпич и камни силикатные; ГОСТ 530-2012 Кирпич и камень керамические; ГОСТ 18343-80 Поддоны для кирпича и керамических камней; СП 15.13330.2012 Каменные и армокаменные конструкции
Керамическими называют искусственные каменные материалы и изделия, полученные в процессе технологической обработки минерального сырья и последующего обжига при высоких температурах.
Название "керамика" происходит от греческого слова "keramos" - глина.
Поэтому под технологией керамики всегда подразумевали производство материалов и изделий из глинистого сырья и смесей его с органическими и минеральными добавками.
Материал, из которого состоят керамические изделия после обжига, в технологии керамики называют керамическим черепком.
Глины всегда в истории человечества были и являются одним из основных видов строительных материалов.
Вначале - 8000 лет до н.э. - глины применялись в необожженном виде для глинобитного строительства и изготовления саманного и сырцового кирпича. 3500 лет до н.э. отмечается начало применения керамического кирпича, а 1000 лет до н.э. - глазурованного кирпича и черепицы.
С середины первого тысячелетия в Китае начинается производство изделий из фарфора.
 В России первый кирпичный завод был построен в Москве в 1475 г., а в 1744 году в Петербурге начал работать первый фарфоровый завод. В конце XVIII - середине XIX в. бурное развитие металлургической, химической и электротехнической промышленности привело к развитию производства огнеупорной, кислотоупорной, электроизоляционной керамики и плиток для полов
В России первый кирпичный завод был построен в Москве в 1475 г., а в 1744 году в Петербурге начал работать первый фарфоровый завод. В конце XVIII - середине XIX в. бурное развитие металлургической, химической и электротехнической промышленности привело к развитию производства огнеупорной, кислотоупорной, электроизоляционной керамики и плиток для полов
С начала текущего столетия получило развитие производство эффективного кирпича и пустотелых камней для возведения стен и перекрытий, а также керамических плиток для внутренней и наружной отделки и санитарно-технических изделий.
В последнее время получило распространение производство специальной керамики с уникальными свойствами для нужд ядерной энергетики, машиностроения, электронной, ракетной и других отраслей промышленности.
Большой практический интерес имеют керметы, состоящие из металлической и керамической частей.
В понятие керамические материалы и изделия входит широкий круг материалов с различными свойствами.
Их классифицируют по ряду признаков:
- по назначению керамические изделия подразделяют на следующие виды: стеновые, отделочные, кровельные, для полов, для перекрытий, дорожные, санитарно-технические, кислотоупорные, теплоизоляционные, огнеупорные и заполнители для бетонов;
- по структуре различают керамические изделия с пористым и спекшимся (плотным) черепком. Пористыми считают изделия с водопоглощением по массе более 5%. К ним относятся изделия как грубой (керамические стеновые кирпич и камень, изделия для кровли и перекрытий, дренажные трубы), так и тонкой (облицовочные плитки, фаянсовые) керамики. К плотным относят изделия с водопоглощением по массе менее 5%. К ним принадлежат также изделия и грубой (клинкерный кирпич, крупноразмерные облицовочные плиты), и тонкой (фаянс, полуфарфор, фарфор) керамики;
- по температуре плавления керамические материалы и изделия подразделяются на легкоплавкие (с температурой плавления ниже 1350 °С), тугоплавкие (с температурой плавления 1350 °С-1580 °С), огнеупорные (1580 °С-2000 °С), высшей огнеупорности (более 2000 °С).
Возможность получения любых заданных свойств, широкая номенклатура, большие запасы повсеместно распространенного сырья, сравнительная простота технологии, высокая долговечность и экологическая безвредность керамических материалов обеспечивают им одно их первых мест по значимости и объемам производства среди других строительных материалов.
Так выпуск керамического кирпича составляет около половины объема всех стеновых материалов.
2. Сырье для производства керамических материалов
Основным сырьевым материалом для производства строительных керамических изделий является глинистое сырье, применяемое в чистом виде, а чаще в смеси с добавками - отощающими, породообразующими, плавнями, пластификаторами и др.
Глинистое сырье
Глинистое сырье (глины и каолины) - продукт выветривания изверженных полевошпатных горных пород, содержащий примеси других горных пород.
Глинистые минеральные частицы диаметром 0,005 мм и менее обеспечивают способность при затворении водой образовывать пластичное тесто, сохраняющее при высыхании приданную форму, а после обжига приобретающее водостойкость и прочность камня.
Помимо глинистых частиц в составе сырья имеется определенное содержание пылевидных частиц с размерами зерен 0,005-0,16 мм и песчаных частиц с размерами зерен 0,16-2 мм.
Глинистые частицы имеют пластинчатую форму, между которыми при смачивании образуются тонкие слои воды, вызывая набухание частиц и способность их к скольжению относительно друг друга без потери связности. Поэтому глина, смешанная с водой, дает легко формуемую пластичную массу.
При сушке глиняное тесто теряет воду и уменьшается по объему. Этот процесс называется воздушной усадкой.
Чем больше в глинистом сырье глинистых частиц, тем выше пластичность и воздушная усадка глин. В зависимости от этого глины подразделяются на высокопластичные, среднепластичные, умеренно-пластичные, малопластичные и непластичные
Высокопластичные глины имеют в своем составе до 80-90% глинистых частиц, число пластичности более 25, водопотребность более 28% и воздушную усадку 10-15%. Средне- и умеренно-пластичные глины имеют в своем составе 30-60% глинистых частиц, число пластичности 15-25, водопотребность 20-28% и воздушную усадку 7-10%.
Малопластичные глины имеют в своем составе от 5% до 30% глинистых частиц, водопотребность менее 20%, число пластичности 7-15 и воздушную усадку 5-7%.
Непластичные глины не образуют пластичное удобоформуемое тесто.
Глины с содержанием глинистых частиц более 60% называют "жирными", отличаются высокой усадкой, для снижения которой в глины добавляют "отощающие" добавки.
Глины с содержанием глинистых частиц менее 10-15%*- "тощие" глины, в них при производстве изделий вводят тонкодисперсные добавки, например, бентонитовую глину.
Различное сочетание химического, минералогического и гранулометрического состава компонентов обуславливает различные свойства глинистого сырья и пригодность его для получения керамических изделий тех или иных свойств и назначения.
Гранулометрический состав глин тесно связан с минералогическим составом.
Песчаные и пылевидные фракции представлены главным образом в виде остатков первичных минералов (кварца, полевого шпата, слюды и др.).
Глинистые частицы в большинстве своем состоят из вторичных минералов: каолинита, монтмориллонита, гидрослюдистых и их смесей в различных сочетаниях.
Глины с преобладающим содержанием каолинита имеют светлую окраску, слабо набухают при взаимодействии с водой, характеризуются тугоплавкостью, малопластичны и малочувствительны к сушке.
Глины, содержащие монтмориллонит, весьма пластичны, сильно набухают, при формовке склонны к свилеобразованию, чувствительны к сушке и обжигу с проявлением искривления изделий и растрескивания.
Высокодисперсные глинистые породы с преобладающим содержанием монтмориллонита называют бентонитами.
Содержание в них частиц размером менее 0,001 мм достигает 85-90%.
Образцы с преобладанием в глинистой части гидрослюдистых минералов характеризуются промежуточными показателями пластичности, усадки и чувствительности к сушке.
Химический состав глин выражается содержанием и соотношением различных оксидов.
Присутствие оксидов железа снижает огнеупорность глин, тонкодисперсного известняка придает светлую окраску и понижает огнеупорность глин, а камневидные включения его являются причинами появления "дутикон" и трещин в керамических изделиях
Оксиды щелочных металлом являются сильными плавнями, способствуют повышению усадки, уплотнению черепка и повышению его прочности. Наличие в глинистом сырье растворимых солей сульфатов и хлоридов натрия, кальция, магния и железа вызывает появление белых выцветов на поверхности изделий.
Для изготовления отдельных видов огнеупорных теплоизоляционных изделий применяют глинистое сырье из трепелов и диатомитов, состоящие в основном из аморфного кремнезема, а для производства легких заполнителей используют перлит, пемзу, вермикулит.
В настоящее время природные глины в чистом виде редко являются кондиционным сырьем для производства керамических изделий. В связи с этим их применяют с введением добавок различного назначения.
Добавки к глинам
Отощающие добавки. Их вводят в пластичные глины дни уменьшения усадки при сушке и обжиге и предотвращения деформаций и трещин в изделиях. К ним относятся: дегидратированная глина, шамот, шлаки, золы, кварцевый песок.
Порообразующие добавки. Их вводят для повышения пористости черепка и улучшения теплоизоляционных свойств керамических изделий. К ним относятся: древесные опилки, угольный порошок, торфяная пыль. Эти добавки являются одновременно и отощающими.
Плавни. Их вводят с целью снижения температуры обжига керамических изделий. К ним относятся: полевые пшаты, железная руда, доломит, магнезит, тальк, песчаник, пегматит, стеклобой, перлит.
Пластифицирующие добавки. Их вводят с целью повышения пластичности сырьевых смесей при меньшем расходе воды. К ним относятся высокопластичные глины, бентониты, поверхностно-активные вещества.
Специальные добавки. Для повышения кислотостойкости керамических изделий в сырьевые смеси добавляют песчаные смеси, затворенные жидким стеклом. Для получения некоторых видов цветной керамики в сырьевую смесь добавляют оксиды металлов (железа, кобальта, хрома, титана и др.).
Глазури и ангобы
Некоторые виды керамических изделий для повышения санитарно-гигиенических свойств, водонепроницаемости, улучшения внешнего вида покрывают декоративным слоем - глазурью или ангобом.
Глазурь - стекловидное покрытие толщиной 0,1-0,2 мм, нанесенное на изделие и закрепленное обжигом. Глазури могут быть прозрачными и глухими (непрозрачными) различного цвета.
Для изготовления глазури используют: кварцевый песок, каолин, полевой шпат, соли щелочных и щелочноземельных металлов. Сырьевые смеси размалывают в порошок и наносят на поверхность изделий в виде порошка или суспензии перед обжигом.
Ангобом называется нанесенный на изделие тонкий слой беложгущейся или цветной глины, образующей цветное покрытие с матовой поверхностью. По свойствам ангоб должен быть близок к основному черепку.
3. Схема производства керамических изделий
При всем многообразии керамических изделий по свойствам, формам, назначению, виду сырья и технологии изготовления основные этапы производства керамических изделий являются общими и состоят из следующих операций: добыча сырьевых материалов, подготовка массы, формование изделий, их сушка и обжиг.
Добыча глины осуществляется на карьерах обычно открытым способом экскаваторами и транспортируется на предприятие керамических изделий рельсовым, автомобильным или другим видом транспорта.
Разработке карьера предшествуют подготовительные работы: геологическая разведка с установлением характера залегания, полезной толщи и запасов глин; счистка поверхности от растений за год-два до начала разработки, удаление пород, непригодных для производства.
Подготовка глин и формование изделий
Карьерная глина в естественном состоянии обычно непригодна для получения керамических изделий. Поэтому проводится ее обработка с целью подготовки массы.
Подготовку глин целесообразно вести сочетанием естественной и механической обработки.
Естественная обработка подразумевает собой вылеживание предварительно добытой глины в течение 1-2 лет при периодическом увлажнении атмосферными осадками или искусственном замачивании и периодическом замораживании и оттаивании.
Механическая обработка глин производится с целью дальнейшего разрушения их природной структуры, удаления или измельчения крупных включений, удаления вредных примесей, измельчения глин и добавок и перемешивания всех компонентов до получения однородной и удобоформуемой массы с использованием специализированных машин (глинорыхлителей; камневыделительных, дырчатых, дезинтеграторных, грубого и тонкого помола вальцов; бегунов, глинорастирочных машин, корзинчатых дезинтеграторов, роторных и шаровых мельниц, одно- и двухвальных глиномешалок, пропеллерных мешалок и др.).
В зависимости от вида изготовляемой продукции, вида и свойств сырья массу приготовляют пластическим, жестким, полусухим, сухим и шликерным способами. Способ приготовления массы определяет и способ формования и название в целом способа производства
При пластическом способе подготовки массы и формования исходные материалы при естественной влажности или предварительно высушенные смешивают с добавками воды до получения теста с влажностью от 18 до 28%.
Этот способ производства керамических строительных материалов является наиболее простым, наименее металлоемким и потому наиболее распространенным.
Он применяется в случаях использования среднепластичных и умеренно-пластичных, рыхлых и влажных глин с умеренным содержанием посторонних включений, хорошо размокающих и превращающихся в однородную массу.
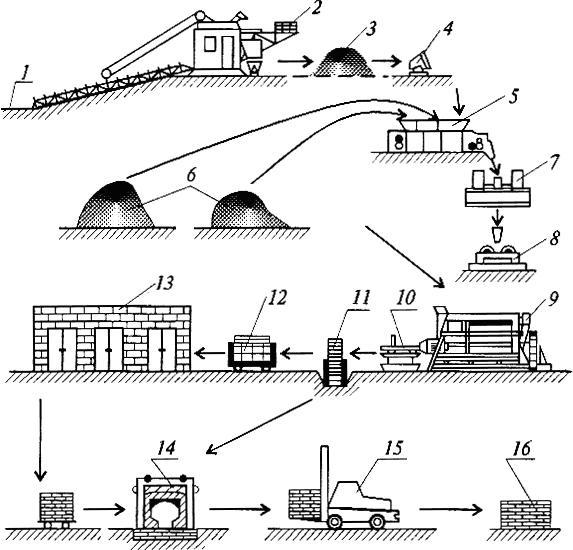
Технологическая схема производства керамического кирпича:
1 - карьер глины; 2 - экскаватор; 3 - глинозапасник; 4 - вагонетка; 5 - ящичный подаватель; 6 - добавки; 7 - бегуны; 8 - вальцы; 9 -ленточный пресс; 10 - резак; 11 - укладчик; 12 - тележка; 13 - сушильные камеры; 14 - туннельная печь; 15 - самоходная тележка; 16 - склад
Набор и разновидности машин для подготовки массы могут отличаться от приведенных на рис.1 в зависимости от свойств сырья и добавок.
Однако формование при пластическом способе всегда производится на машине одного принципа действия - ленточном шнековом прессе с вакуумированием и подогревом или без них.
Вакуумирование и подогрев массы при прессовании позволяет улучшить ее формовочные свойства, увеличить прочность обоженного изделия до 2-х раз.
В корпусе пресса вращается шнек-вал с винтовыми лопастями. Глиняная масса перемещается с помощью шнека к сужающейся переходной головке, уплотняется и выдавливается через мундштук в виде непрерывного бруса или ленты, или трубы под давлением 1,6-7 МПа.
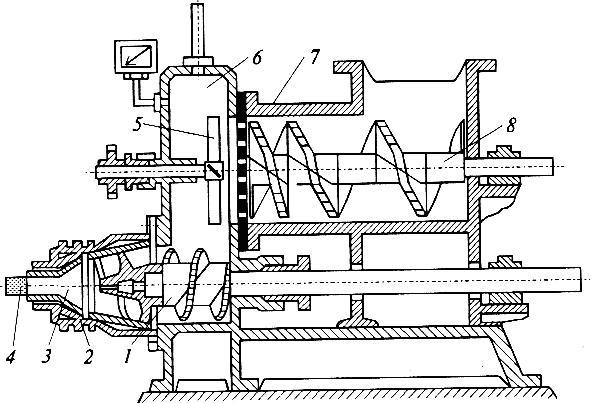
Ленточный вакуумный пресс:
1 - шнековый вал; 2 - прессовая головка; 3 - мундштук; 4 - глиняный брус; 5 - крыльчатка; 6 - вакуум-камера; 7 - решетка; 8 - глиномялка
Производительность современных ленточных прессов по производству кирпича достигает 10000 штук в час.
Жесткий способ формования является разновидностью современного развития пластического способа.
Влажность формуемой массы при этом способе колеблется от 13% до 18%. Формование осуществляется на мощных вакуумных шнековых или гидравлических прессах. Вакуум-пресс итальянской фирмы "Бонджени", например, создает давление прессования до 20 МПа.
В связи с тем, что "жесткое" формование осуществляется при относительно высоких 10-20 МПа давлениях, могут быть использованы менее пластичные и с естественной низкой влажностью глины.
При этом способе требуются меньшие энергетические затраты на сушку, а получение изделия сырца с повышенной прочностью позволяет избежать некоторые операции в технологии производства, обязательные при пластическом способе.
Формование при пластическом и жестком способах завершается разрезкой непрерывной ленты отформованной массы на отдельные изделия на резательных устройствах.
Эти способы формования наиболее распространены при выпуске: сплошных и пустотелых кирпичей, камней, блоков и панелей; черепицы и т.п.
Полусухой способ производства строительных керамических изделий распространен меньше, чем способ пластического формования. Керамические изделия по этому способу формуют из шихты с влажностью 8-12% при давлениях 15-40 МПа.
Недостаток способа в том, что его металлоемкость почти в 3 раза выше, чем пластического.
Но вместе с тем он имеет и преимущества.
Длительность производственного цикла сокращается почти в 2 раза; изделия имеют более правильную форму и более точные размеры; до 30% сокращается расход топлива; в производстве можно использовать малопластичные тощие глины с большим количеством добавок отходов производства - золы, шлаков и др.
Сырьевая масса представляет собой порошок, который должен иметь около 50% частиц менее 1 мм и 50% размером 1-3 мм.
Прессование изделий производится в прессформах на одно или несколько отдельных изделий на гидравлических или механических прессах. По этому способу делаются все виды изделий, которые изготовляются и пластическим способом.
Сухой способ является разновидностью современного развития полусухого производства керамических изделий. Пресс-порошок при этом способе готовится с влажностью 2-6%.
При этом устраняется полностью необходимость операции сушки. Таким способом изготовляют плотные керамические изделия-плитки для полов, дорожный кирпич, материалы из фаянса и фарфора.
Шликерный способ применяется, когда изделия изготавливаются из многокомпонентной массы, состоящей из неоднородных и трудноспекающихся глин и добавок, и когда требуется подготовить массу для изготовления керамических изделий сложной формы методом литья.
Отливка изделий производится из массы с содержанием воды до 40%. Этим способом изготовляются санитарно-технические изделия, облицовочные плитки.
Сушка изделий
Перед обжигом изделия должны быть высушены до содержания влаги 5-6% во избежание неравномерной усадки, искривлений и растрескивания при обжиге.
Прежде сырец сушили преимущественно в естественных условиях в сушильных сараях в течение 2-3 недель в зависимости от климатических условий.
В настоящее время сушка производится преимущественно искусственная в туннельных непрерывного действия или камерных периодического действия сушилах в течение от нескольких до 72-х часов в зависимости от свойств сырья и влажности сырца
Сушка производится при начальной температуре теплоносителя - отходящих газов от обжиговых печей или подогретого воздуха -120-150 °С.
Обжиг изделий
Обжиг - важнейший и завершающий процесс в производстве керамических изделий. Этот процесс можно разделить на три периода: прогрев сырца, собственно обжиг и регулируемое охлаждение.
При нагреве сырца до 120 °С удаляется физически связанная вода и керамическая масса становится непластичной. Но если добавить воду, пластические свойства массы сохраняются.
В температурном интервале от 450 °С до 600 °С происходит отделение химически связанной воды, разрушение глинистых минералов и глина переходит в аморфное состояние.
При этом и при дальнейшем повышении температуры выгорают органические примеси и добавки, а керамическая масса безвозвратно теряет свои пластические свойства.
При 800 °С начинается повышение прочности изделий, благодаря протеканию реакций в твердой фазе на границах поверхностей частиц компонентов.
В процессе нагрева до 1000 °С возможно образование новых кристаллических силикатов, например силлиманита, а при нагреве до 1200 °С и муллита.
Одновременно с этим легкоплавкие соединения керамической массы и минералы плавни создают некоторое количество расплава, который обволакивает не расплавившиеся частицы, стягивает их, приводя к уплотнению и усадке массы в целом.
Эта усадка называется огневой усадкой.
В зависимости от вида глин она составляет от 2% до 8%. После остывания изделие приобретает камневидное состояние, водостойкость и прочность. Свойство глин уплотняться при обжиге и образовывать камнеподобный черепок называется спекаемостью глин.
В зависимости от назначения обжиг изделий ведется до различной степени спекания. Спекшимся считается черепок с водопоглощением менее 5%. Большинство строительных изделий обжигается до получения черепка с неполным спеканием в определенном температурном интервале от температуры огнеупорности до начала спекания, называемым интервалом спекания.
Интервал спекания для легкоплавких глин составляет 50-100 °С, а огнеупорных до 400 °С. Чем шире интервал спекания, тем меньше опасность деформаций и растрескивания изделий при обжиге.
Интервал температур обжига лежит в пределах: от 900 °С до 1100 °С для кирпича, камня, керамзита; от 1100 °С до 1300 °С для клинкерного кирпича, плиток для полов, гончарных изделий, фаянса; от 1300 °С до 1450 °С для фарфоровых изделий; от 1300 °С до 1800 °С для огнеупорной керамики.
4. Структура и свойства керамических изделий
Керамические материалы представляют собой композиционные материалы, в которых матрица или непрерывная фаза представлена остывшим расплавом, а дисперсная фаза представлена нерасплавленными частицами глинистых, пылевидных и песчаных фракций, а также порами и пустотами, заполненными воздухом.
Материал матрицы в свою очередь представляет собой микрокомпозиционный материал, состоящий из матрицы - непрерывной стекловидной фазы застывшего расплава и дисперсной фазы - кристаллических зерен силлиманита, муллита, кремнезема различных фракций и других веществ, кристаллизующихся при остывании (в основном алюмосиликатов).
Стекловидная, аморфная фаза (переохлажденная жидкость) представлена в микроструктуре легкоплавкими компонентами, которые не успели выкристаллизоваться при заданной скорости остывания расплава.
Истинная плотность керамических материалов 2,5 - 2,7 г/см; плотность 2000 - 2300 кг/м; теплопроводность абсолютно плотного черепка 1,16 В/(м °С). Теплоемкость керамических материалов 0,75 - 0,92 кДж/(кг °С).
Предел прочности при сжатии керамических изделий меняется в пределах от 0,05 до 1000 МПа.
Водопоглощение керамических материалов в зависимости от пористости меняется в пределах от 0 до 70%.
Керамические материалы имеют марки по морозостойкости: 15; 25; 35; 50; 75 и 100.
К группе стеновых изделий относятся: кирпич керамический обыкновенный, эффективные керамические материалы (кирпич пустотелый, пористо-пустотелый, легкий, пустотелые камни, блоки и плиты), а также крупноразмерные блоки и панели из кирпича и керамических камней.
Керамические кирпичи и камни
Керамические кирпичи и камни изготовляют из легкоплавких глин с добавками или без них и применяются для кладки наружных и внутренних стен и других элементов зданий и сооружений, а также для изготовления стеновых панелей и блоков.
В зависимости от размеров кирпич и камни подразделяются на виды:
- обыкновенный;
- утолщенный;
- модульный;
- камень обыкновенный;
- укрупненный;
- модульный;
- с горизонтальным расположением пустот.
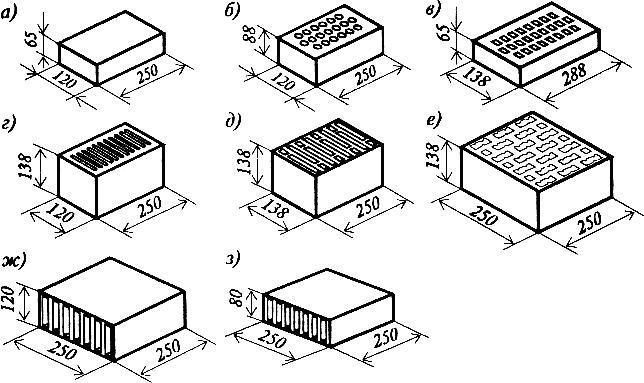
Типы керамического кирпича и камня
Кирпич: а) обыкновенный; б) утолщенный; в) модульный. Камень: г) обыкновенный; д) укрупненный; е) модульный; ж), з) с горизонтальным расположением пустот
Кирпич может быть полнотелым и пустотелым, а камни только пустотелыми. Утолщенный и модульный кирпич должен быть также только с круглыми или щелевыми пустотами, чтобы масса одного кирпича не превышала 4 кг.
Поверхность граней может быть гладкой и рифленой.
Кирпич и камень должен быть нормально обожжен, так как недожог (алый цвет) обладает недостаточной прочностью, малой водостойкостью и морозостойкостью, а пережженный кирпич (железняк) отличается повышенной плотностью, теплопроводностью и, как правило, имеет искаженную форму.
Допускается изготовление кирпича и камней с закругленными углами с радиусом закругления до 15 мм. Размер цилиндрических сквозных пустот по наименьшему диаметру должен быть не менее 16 мм, ширина щелевых пустот не более 12 мм. Диаметр несквозных пустот не ограничивается.
Толщина наружных стенок кирпича и камней должна быть не менее 12 мм. По внешнему виду кирпич и камень должны удовлетворять определенным требованиям.
Это устанавливается путем осмотра и обмера определенного количества кирпича от каждой партии (0,5%, но не менее 100 шт.) по отклонениям от установленных размеров, непрямолинейности ребер и граней, отбитости углов и ребер, наличию сквозных трещин, проходящих по постели кирпича.
Общее количество изделий с отклонениями, выше допустимых, должно быть не более 5%.
Марка кирпича в зависимости от пределов прочности при сжатии и изгибе
|
Марка кирпича
|
Предел прочности, МПа |
|||||||
|
Для всех видов кирпичей |
при изгибе |
|||||||
|
при сжатии |
для полнотелого кирпича пластического прессования |
для полнотелого кирпича полусухого прессования и пустотелого кирпича |
для утолщенного кирпича |
|||||
|
средний для 5 образцов |
min |
средний для 5 образцов |
min |
средний для 5 образцов |
min |
средний для 5 образцов |
min |
|
|
300 |
30,0 |
25,0 |
4,4 |
2,2 |
3,4 |
1,7 |
2,9 |
1,5 |
|
250 |
29,0 |
20,0 |
3,9 |
2,0 |
2,9 |
1,5 |
2,5 |
1,3 |
|
200 |
20,0 |
17,5 |
3,4 |
1,7 |
2,5 |
1,3 |
2,3 |
1,1 |
|
175 |
17,5 |
15,0 |
3,1 |
1,5 |
2,3 |
1,1 |
2,1 |
1,0 |
|
150 |
15,0 |
12,5 |
2,5 |
1,4 |
1,9 |
0,9 |
1,6 |
0,8 |
|
100 |
10,0 |
7,5 |
2,2 |
1,2 |
1,6 |
0,8 |
1,4 |
0,7 |
|
75 |
7,5 |
5,0 |
1,8 |
0,9 |
1,4 |
0,7 |
1,2 |
0,6 |
Морозостойкость кирпича и камней 15, 25, 35 и 50. Водопоглощение для полнотелого кирпича должно быть для марок до 150 не менее 8%, а для полнотелого кирпича более высоких марок и пустотелых изделий не менее 6%.
По плотности в сухом состоянии кирпич и камни подразделяются на 3 группы:
- обыкновенные - с плотностью более 1600 кг/м;
- условно-эффективные - с плотностью более 1400-1600 кг/м;
- эффективные - с плотностью не более 1400-1450 кг/м.
К эффективным стеновым материалам относятся также пористые сплошные и пустотелые кирпич и камни, изготовляемые из диатомитов и трепелов и имеющие плотность: класс А - 700-1000 кг/м, класс Б - 1001-1300 кг/м, класс В > 1301 кг/м.
Применение эффективных стеновых керамических материалов позволяет уменьшить толщину наружных стен, снизить материалоемкость ограждающих конструкций до 40%, сократить транспортные расходы и нагрузки на основание.
В различных странах выпускаются отличающиеся между собой стеновые материалы как по номенклатуре, так и по типоразмерам и маркам. Так, марка кирпича, выпускаемого за рубежом, составляет 125-600, причем основная масса кирпича производится с маркой 400
В Германии, например, стандарт "Стеновой кирпич" предусматривает производство: обыкновенных полнотелых и пустотелых кирпичей и камней 14-ти типов с размерами 240x115x52-490x300x238 марок от М40 до М280 и плотностью 1200-2200 кг/м(3); легких пустотелых кирпичей и камней 13-ти типоразмеров марок от М20 до М280 и плотностью 600-1000 кг/м(3); высокопрочных кирпичей и камней марок М360, М480 и М600: для внутренних стен и перегородок - пустотелых кирпичей, камней и плит с размерами 330x175x40-945x320x115.
В зарубежной практике известно производство кирпича пазогребневой конструкции для безрастворной кладки, крупноразмерных керамических стеновых элементов, звукоизоляционного кирпича и других стеновых изделий.
Панели и блоки стеновые из кирпича и керамических камней
Панели и блоки стеновые из кирпича и керамических камней изготовляют для повышения индустриальности строительства.
Их изготовляют обычно в горизонтальном положении в металлической форме с матрицей, имеющей ячейки для фиксации положения каждого кирпича и камня и обеспечивающей расшивку швов с лицевой стороны изделия или с матрицей со специальным рисунком отделочного слоя.
Они изготовляются трех-, двух-, и однослойные длиной на один или два планировочных шага и высотой на 1 и 2 этажа, толщина панелей для внутренних стен и перегородок 80, 140, 180 и 280 мм.
Однослойные панели изготавливаются из керамических камней. Двухслойная панель состоит из одного слоя в 1/2 кирпича и слоя утеплителя толщиной до 100 мм.
Трехслойная панель состоит из двух кирпичных наружных слоев, каждый толщиной 65 мм, и слоя утеплителя толщиной 100 мм между ними. Для обеспечения прочности панели при транспортировании и монтаже их армируют стальными каркасами из проволоки по периметру панели и проемов.
Керамические облицовочные изделия применяются для наружной и внутренней облицовки конструкции зданий и сооружений не только с целью декоративно-художественной отделки, но и повышения их долговечности.
Керамические изделия для внешней облицовки зданий
Керамические изделия для внешней облицовки зданий подразделяют на кирпич и камни лицевые, крупноразмерные плиты, плитки керамические фасадные и ковры из них.
Кирпич и камни лицевые являются не только облицовочными изделиями. Они укладываются вместе с кладкой стены и одновременно служат конструктивным несущим элементом вместе с обычным кирпичом.
Лицевые кирпичи и камни выпускаются тех же размеров и форм, что и обычные, и отличаются от последних более высокой их плотностью и однородностью цвета. Производятся по прочности марок 75, 100, 125 и 150, а по морозостойкости не менее 25
Регулируя состав сырья и режим обжига получают от белого, кремового до светло-красного и коричневого цветов.
При отсутствии высококачественного сырья изготавливаются с лицевой поверхностью офактуренной: ангобированием, двухслойным формованием, глазурованием и торкретированием цветной минеральной крошкой.
Двухслойные изделия изготовляют формованием из двух масс: основной части - местных красножгущихся глин и лицевого слоя толщиной 3-5 мм из светложгущихся окрашенных или неокрашенных глин.
Применяется и рельефное офактуривание, которое производится путем обработки еще влажных сырцовых изделий специальными металлическими ершами, гребенками, рифлеными валиками. Для зданий, возводимых из кирпича, лицевые кирпичи являются наиболее экономичным видом облицовки зданий.
Крупноразмерные облицовочные керамические плиты типа "плинк" универсального назначения выпускаются глазурованные и неглазурованные с гладкой, шероховатой или рифленой, одно-или многоцветной поверхностью.
Плиты имеют водопоглощение менее 1% и морозостойкость 50 циклов и более. Изготовляются квадратной или прямоугольной формы длиной 490, 990, 1190 мм, шириной 490 и 990 мм и толщиной 9-10 мм.
Применяются для облицовки фасадов и цоколей зданий, подземных переходов.
Плитки керамические фасадные и ковры из них выпускаются методом пластического и полусухого прессования.
Применяются для облицовки наружных стен кирпичных зданий, наружных поверхностей железобетонных стеновых панелей, цоколей, подземных переходов и оформления других элементов зданий.
Плитки выпускаются глазурованные и неглазурованные, рядовые и специального назначения с гладкой и рельефной поверхностью 26-ти типов с размерами от 292x192x9 мм до 21x21x4 мм
Стандартом допускается выпуск плиток и других типоразмеров. Водопоглощение рядовых плиток 7-10%, а специальных - не более 5%.
Морозостойкость должна быть для рядовых плиток не менее 35 циклов, а специальных не менее 50 циклов.
Плитки могут поставляться в коврах. Заводы выпускают ковры с наклейкой плиткой их лицевой стороной на крафт-бумагу.
Керамические плитки для внутренней облицовки
Плитки керамические для внутренней облицовки подразделяются на две группы - для облицовки стен и для покрытия полов. Эти изделия не подвергаются в условиях эксплуатации действию отрицательных температур, поэтому требования морозостойкости к ним не предъявляются.
Плитки для облицовки стен применяются двух видов - майоликовые и фаянсовые. Фаянсовые плитки изготовляются из сырьевой смеси каолина, полевого шпата и кварцевого песка, а майоликовые из красножгущихся глин с последующим покрытием глазурью.
Плитки классифицируют: по характеру поверхности - на плоские рельефно-орнаментированные, фактурные; по виду глазурного покрытия - прозрачные и глухие, блестящие и матовые одноцветные и декорированные многоцветными рисунками.
По форме, назначению и характеру кромок плитки производятся следующих видов: квадратные, прямоугольные, фасонные угловые, фасонные карнизные прямые, для отделки внешних и внутренних углов; фасонные плинтусные - прямые, дли отделки внешних и внутренних углов.
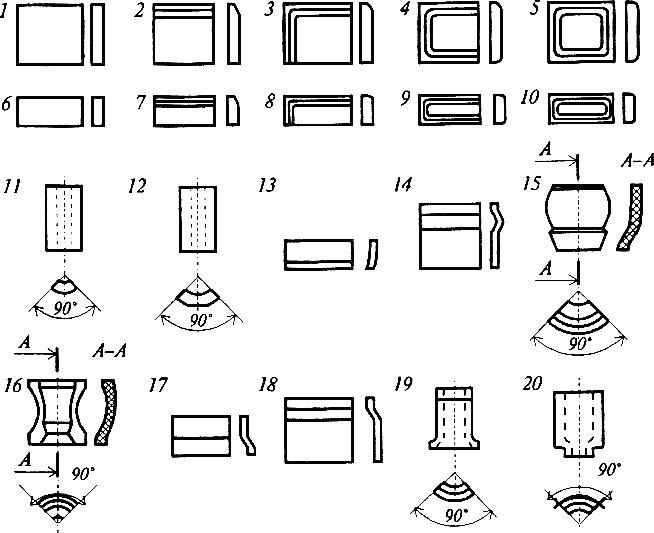
Типы керамических плиток для внутренней отделки:
1-5 - квадратные; 6-10 - прямоугольные; 11, 12 - фасонные угловые; 13-16 - фасонные карнизные; 17-20 -фасонные плинтусные
Размеры плиток для внутренней отделки (150200)х(50200)х(58) мм.
Водопоглощение плиток для внутренней отделки до 16%, предел прочности при изгибе - 12 МПа.
Плитки должны выдерживать перепады температур от 125±5 °С до 15-20 °С без появления дефектов.
Плитки керамические для полов-метлахские (название произошло от города Меttlach в Германии, где еще в средние века было налажено их производство) производятся из тугоплавких и огнеупорных глин с добавками и без них
Их применяют для настилки подов в зданиях, к чистоте которых предъявляются высокие требования, где возможны воздействия жиров и других химических реагентов, интенсивное движение, а также в случаях, когда материал для полов служит и декоративным элементом в архитектурном оформлении помещения.
При производстве плитки обжигаются до спекания, вследствие чего имеют водопоглощение не более 4% и высокую износостойкость.
Плитки могут быть квадратными, прямоугольными, четырех-, пяти-, шести- и восьмигранными.
Размеры плиток 16-ти типов (2004)х(17349)х(1013) мм.
По виду лицевой поверхности плитки выпускаются гладкими, с рельефом и тиснением: одноцветные и многоцветные, матовые и глазурованные, с рисунками и без них.
Выпускаются и крупноразмерные универсальные керамические плитки размерами (1200500)х500 мм, которые применяются для облицовки и стен и полов.
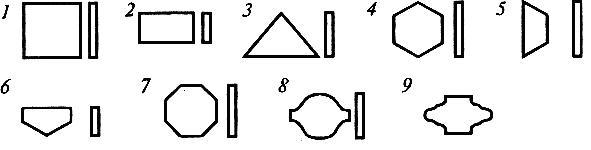
Типы керамических плиток для полов:
1 - квадратная; 2 - прямоугольная; 3 - треугольная; 4 - шестигранная; 5 - четырехгранная; 6 - пятигранная; 7 - шестигранная; 8, 9 - фигурные
Для устройства полов применяют и мозаичные плитки квадратной или прямоугольной формы размером 23 и 48 мм при толщине 6-8 мм, собранные в "ковры" на крафт-бумаге размером 398x598 мм.
Мировым лидером в производстве керамической плитки является Италия, которая производит их около 30% мирового производства.
7. Керамические изделия для кровли и перекрытий
Наибольшее применение керамические изделия для кровли и черепицы нашли в западноевропейских странах, в некоторых из них кровля до 100% жилых зданий решается за счет применения черепицы.
Черепица, имея долговечность до 300 лет, по этому показателю значительно превышает любые другие кровельные материалы, а по текстурным качествам и по стоимости не уступает им.
К недостаткам черепицы относятся необходимость большого уклона (не менее 30%) кровли и значительный вес кровли, что требует особой прочности конструкции стропил, и высокая трудоемкость кровельных работ.
Однако высокая долговечность, огнестойкость, устойчивость к атмосферным воздействиям и распространенность сырья делают керамическую черепицу одним из самых эффективных кровельных материалов.
Известна черепица разных типов. По назначению черепицу подразделяют на: рядовую, коньковую, разжелобочную, концевую для замыкания рядов и черепицу специального назначения. Черепица производится из легкоплавких глин.
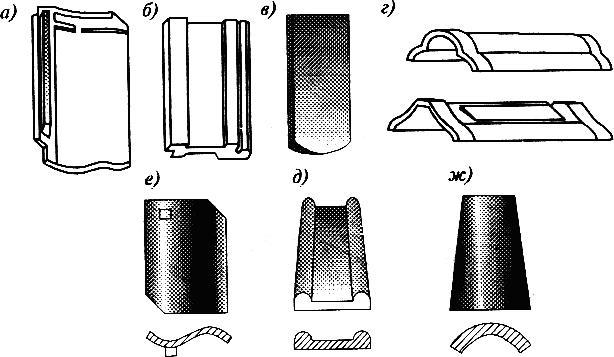
Разновидности керамической черепицы:
а) пазовая штампованная; б) пазовая ленточная; в) плоская ленточная; г) коньковая; д) голландская; е) желобчатая; ж) татарская
Черепица при монтаже укладывается друг на друга ив связи с этим полезная площадь составляет соответственно у плоской - 50%, у штампованной и ленточной пазовой - 75-85%.
При испытании черепица должна выдерживать не менее 70 кг при расстоянии между опорами у плоской - 180 мм, у ленточной пазовой и штампованной - 300 мм. Вес штампованной и ленточной пазовой, уложенной в кровлю и насыщенной водой, должен быть не более 50 кг/м, а плоской - не более 65 кг/м.
Морозостойкость черепицы должна быть не менее 25 циклов.
Камни и плиты для перекрытий
Перекрытия из пустотелых камней и плит огнестойки, долговечны, обладают хорошими тепло- и звукоизоляционными свойствами.
Для их устройства требуется небольшой расход цемента и стали и не требуется дополнительная засыпка.
Камни керамические для перекрытий по назначению подразделяются для: сборных элементов настилов, часторебристых сборных или монолитных перекрытий, накатов (заполнение между балками). Пустотность керамических камней для перекрытий 50-75%.
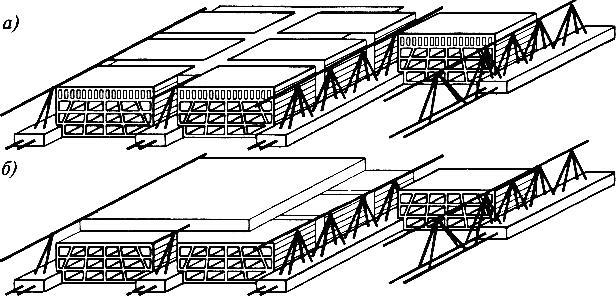
Керамические камни для перекрытий:
а) несущие; б) ненесущие
8. Санитарно-технические керамические изделия и трубы
Изделия санитарные керамические - умывальники, унитазы, сливные бачки, биде, писсуары, раковины и другие аналогичные изделия производятся из фарфоровых, полуфарфоровых, фаянсовых и шамотированных масс, которые получают из одинаковых материалов.
Типовые составы масс для производства санитарно-технических изделий (% по массе)
|
Материалы |
Фарфор |
Полуфарфор |
Фаянс |
|
Каолин |
28-30 |
28-32 |
32-34 |
|
Пластическая бело-жгущаяся глина |
20-22 |
20-22 |
22-24 |
|
Полевой шпат |
20-24 |
10-12 |
2-4 |
|
Песок кварцевый |
20-22 |
25-28 |
26-30 |
|
Бой обоженный |
6-10 |
8-12 |
26-30 |
|
Жидкое стекло |
0,15-0,30 |
0,15-0,30 |
0,15-0,30 |
|
Сода |
0,07-0,15 |
0,07-0,15 |
0,07-0,15 |
Физико-механические свойства санитарно-технической керамики
|
Свойства |
Фарфор |
Полуфарфор |
Фаянс |
|
Водопоглощение, % |
0,2-0,5 |
3-5 |
10-12 |
|
Плотность, кг/м |
2250-2300 |
2000-2200 |
1900-1960 |
|
Предел прочности при сжатии; МПа |
400-500 |
150-200 |
100 |
|
Предел прочности при изгибе, МПа |
70-80 |
38-43 |
15-30 |
Трубы керамические канализационные применяют для строительства безнапорных сетей канализации, транспортирующих промышленные, бытовые, дождевые, агрессивные и не агрессивные воды.
Трубы изготовляются из пластичных тугоплавких и огнеупорных глин, цилиндрической формы длиной 1000-1500 мм с внутренним диаметром 150-600 мм.
На одном конце имеется раструб для соединения отдельных звеньев трубопровода.
Водопоглощение труб должно быть не более 8%, а кислотостойкость не ниже 93%.
Трубы должны быть водонепроницаемыми и выдерживать внутреннее давление не менее 0,15 МПа.
Трубы керамические дренажные изготовляются из глины с добавками и без них и применяются в мелиоративном строительстве для устройства закрытого дренажа с защитой стыков фильтрующими материалами.
Трубы производятся с цилиндрической, шести- и восьмигранной поверхностью с внутренним диаметром 50-250 мм и длиной 333 мм.
Морозостойкость их не менее 15 циклов, а разрушающая внешняя нагрузка от 3,5 до 5,0 кН в зависимости от диаметра.
Внешняя поверхность труб покрывается глазурью. Вода в трубы поступает через круглые или щелевидные отверстия в стыках, а также через стыки труб.
9. Специальные керамические изделия
К специальным керамическим изделиям относятся кирпич для дымовых труб, клинкерный кирпич и кислотоупорные изделия.
Кирпич для дымовых труб применяется для кладки дымовых труб и обмуровки промышленных труб в случае, если температура нагрева их дымовыми газами не превышает 700 °С.
Кирпич изготовляется марок от 125 до 300.
Размеры кирпича: длина 120 и 250 мм, ширина 120 или 250 мм, толщина 65 или 88 мм.
Кирпич бывает прямоугольный или клинообразный.
Меньшую длину клинообразного кирпича принимают 70, 100, 200 и 225 мм. Водопоглощение кирпича должно быть не менее 6%, а морозостойкость 25, 35 и 50.
Клинкерный кирпич получают обжигом глин до полного спекания, но без остекловывания поверхности, поэтому он отличается от обычного высокими прочностью и морозостойкостью.
Размер кирпича 220x110x65 мм.
В соответствии с пределом прочности при сжатии его разделяют на 3 марки - 1000, 700 и 400, морозостойкость которых соответственно - 100-50 циклов, а водопоглощение - соответственно не более 2-6%.
Клинкерный кирпич называют и дорожным и применяется он для покрытия дорог и мостовых, обмуровки канализационных коллекторов и облицовки набережных.
Применяется он и в химической промышленности как кислотостойкий материал.
Кислотоупорный кирпич применяется для защиты аппаратов и строительных конструкций, работающих в условиях кислых агрессивных сред, и при футеровке дымовых труб, которые служат для отвода дымовых газов, содержащих агрессивные среды.
Кирпич изготовляется высшей и первой категории качества трех классов А, Б и В и четырех форм: прямой, клиновой (торцовый и ребровый), радиальный (поперечный и продольный) и фасонный (слезник).
Размеры кирпича 230x113x65 и 230x113x55 мм.
Свойства кирпича имеют следующие значения: кислотостойкость - (98,5-96)%; прочность при сжатии (60-35) МПа; термическая стойкость (5-25) теплосмен.
Кислотоупорные плитки применяются для футеровки оборудования и защиты строительных конструкций и сооружений, эксплуатируемых в условиях воздействия агрессивных сред.
Плитки производятся высшего и первого сортов 6-ти марок: кислотоупорные фарфоровые - КФ, термокислотоупорные дунитовые - ТКД, термокислотоупорные для гидролизной промышленности - ТКГ, кислотоупорные для строительных конструкций - КС, кислотоупорные шамотные - КШ и термокислотоупорные шамотные - ТКШ.
По форме плитки бывают:
- квадратные плоские;
- квадратные радиальные;
- прямоугольные;
- клиновы;
- спаренные.
С одной стороны плитки имеют ребристую поверхность, обеспечивающую лучшее сцепление с футерируемой конструкцией.
Размеры плиток меняются в пределах: длина и ширина 50-200 мм, толщина 15-50 мм.
Значения свойств плиток в зависимости от сорта и марок колеблются в пределах: водопоглощение - (0,4-8)%; кислотостойкость - (97-99)%; предел прочности при сжатии - (10-150) МПа, а при изгибе - (10-40) МПа; термическая стойкость 2-10 теплосмен; морозостойкость-15-20 циклов.